Ⅰ推奨される構成/ツール:
1.排気およびほこり除去システム
2.テーパーとラジオペンチ(漏れているワイヤーを切る)
3.タイヤマーキングチョーク(傷の位置、トレッド幅などにマークを付けます)
4.エキスパンドホイールの潤滑剤(定期的に塗布)
5.タイヤパラメータ表(事前にPC構成表を入力し、研磨時に直接呼び出してください)
6.トレッドベース測定定規/パターンデプスメーター/フレキシブル巻尺(段階的検出に使用可能)
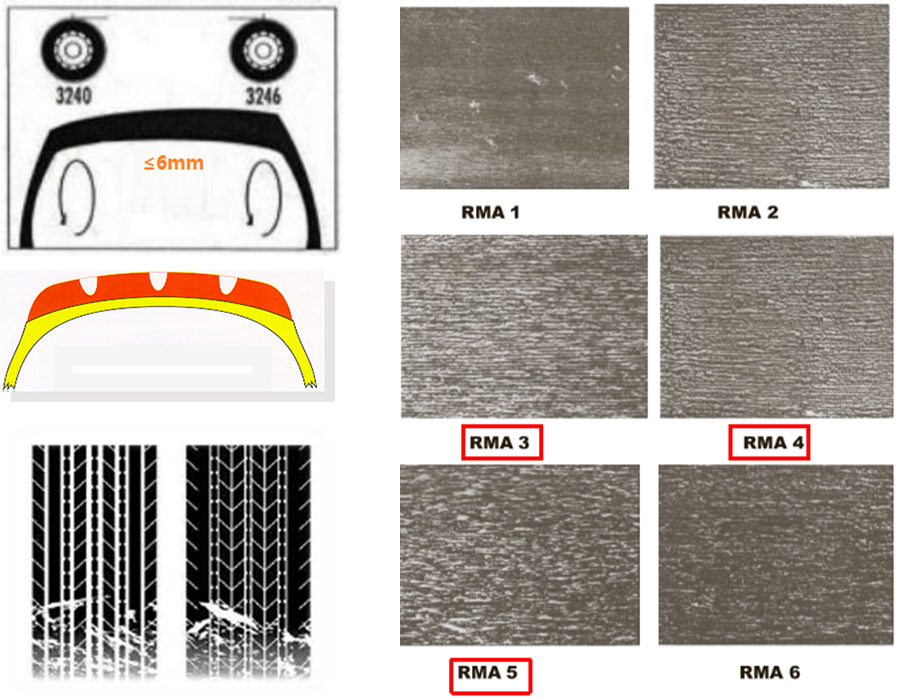
7. RMA標準研削粗さテンプレート(研削工具ヘッドの摩耗を判断するために使用)
8.側面保護付きゴーグル
9、安全靴
Ⅱプロセス条件:
1.圧縮空気圧:5〜8kg / cm
2.タイヤ空気圧:1.5kg / cm2。
Ⅲバフ研磨位置品質基準:
1.タイヤを研削した後、研削面は1.5〜2.5mmのゴム層で維持する必要があります。
2.研削後、1箇所のタイヤボディライン面積は、タイヤ摩耗面積の1%を超えてはなりません。
総アウトライン面積は2%を超えてはならず、研磨ラインの深さはコードファブリック層を傷つけません。
3.研削後、各タイヤのタイヤ穿刺穴およびその他の欠陥は3を超えてはならず、2つの傷の間の距離はタイヤ周囲の1/6以上でなければなりません。
4.粉砕要件:
4.1研削深さは、1.5〜2mmに制御する必要があります。研磨面の粗仕上げ:RMA 3〜5。
4.2研削面の偏差、タイヤクラウンの研削面の偏差は1MM°以下
4.3研磨されたクラウンの幅は、トレッドのベース幅の1/16インチ(2mm)以下でなければならず、使用されるトレッドの寸法は、タイヤのパラメーターに準拠している必要があります(機械の研削半径は、タイヤパラメータに応じて設定してください)。
安全性:
1.バフ研磨の前に、石、釘、ネジなどの目に見える異物を取り除きます。
2. 15 psi(1.5 Kg / cm2)以下の膨張式。
3.労働保護メガネ
4.手袋や快適な服装は禁止されています
5.長い髪は包帯を巻く必要があります
手動研削盤装置を参照し、セキュリティ上の問題を理解してください。
生産目標:
1.安全な生産;
2.プロセスの標準化、効率の最大化、ファインリトレッドタイヤの製造。
投稿時間:2020年8月6日